文章详情
分体式盘毂的结构原理与设计要点分析
作者:admin 时间:2026-01-12 17:47:17 点击:191
分体式盘毂是将传统一体化盘毂拆解为盘体与毂体两个独立部件,通过螺栓、定位销、止转键等连接件实现组合装配的传动承载结构。这种设计在制造灵活性、运维便捷性与成本控制上具备显著优势,广泛应用于通用机械、工程机械、矿山设备等载荷工况多变的行业。
一、分体式盘毂的结构原理
1.核心结构组成
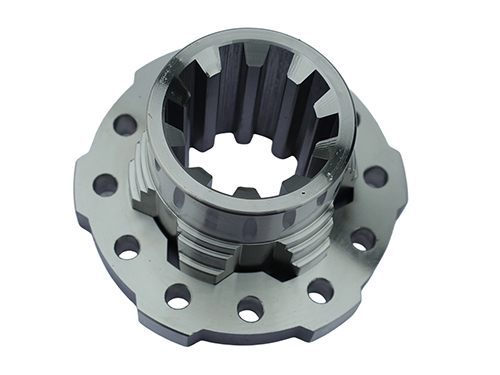
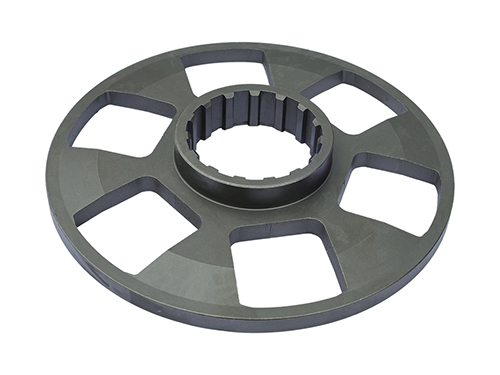
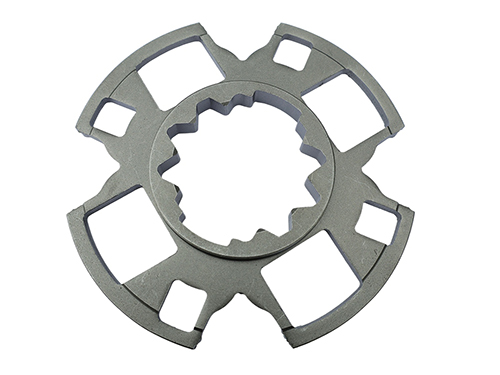
分体式盘毂的核心由盘体、毂体和连接系统三部分构成。
盘体:作为与外部部件(如皮带轮、齿轮、法兰)的接触载体,主要承担扭矩传递、载荷承载或密封防护的功能,其结构形式需匹配外部连接需求,常见的有带轮盘、齿轮盘、法兰盘等,材质多选用耐磨(以实际报告为主)铸铁、碳钢或合金钢,部分精度适宜场景会采用表面淬火或氮化处理提升性能。
毂体:作为与轴类部件的连接核心,需保护与传动轴的细致配合,通常设计有键槽、花键或过盈配合结构,主要承担扭矩的传递与定心作用,材质需具备较高的强度和韧性,一般选用中碳钢或合金结构钢,经调质处理后提升综合力学性能。
连接系统:是保护盘体与毂体优良结合的关键,包含紧固连接件(较高强度螺栓、螺母、防松垫圈)和定位连接件(定位销、止转键)。紧固连接件通过预紧力使盘体与毂体的结合面紧密贴合,产生摩擦力传递扭矩;定位连接件则用于限制盘体与毂体的相对转动,分担扭矩载荷,避免螺栓因承受过大剪切力而失效。
2.扭矩传递原理
分体式盘毂的扭矩传递主要依靠摩擦力传递与机械啮合传递两种方式协同作用。
装配时,通过拧紧螺栓施加预紧力,使盘体与毂体结合面产生正压力,进而形成摩擦力,这是扭矩传递的主要途径,适用于平稳载荷工况;
当设备承受冲击载荷或重载时,仅靠摩擦力难以满足扭矩传递需求,此时定位销或止转键会与销孔、键槽啮合,直接承担部分扭矩,避免结合面发生相对滑移,保护传动稳定性。
两种传递方式的结合,既降低了螺栓的受力负荷,又提升了盘毂整体的抗冲击能力。
3.结构适配原理
分体式设计的核心优势在于按需匹配功能特性,盘体与毂体可根据各自的功能需求选择不同的材质、工艺和结构。例如,在矿山机械的带轮盘毂中,盘体需承受皮带的摩擦磨损,可选用耐磨(以实际报告为主)铸铁铸造而成;毂体需与传动轴过盈配合并传递大扭矩,可选用45钢锻造后调质处理,这种差异化设计既能满足性能需求,又能避免一体化结构中因整体材质选择造成的成本浪费。
二、分体式盘毂的设计要点
1.结合面设计
结合面是分体式盘毂的关键受力部位,其设计直接影响连接优良性与传动精度。
结合面形式:优先选用平面贴合结构,便于加工与装配;对于大直径或重载盘毂,可采用止口配合的凹凸结合面,止口既能辅助定心,又能限制径向位移,提升结合面的贴合精度,止口的配合间隙需严格控制,一般取H7/h6的间隙配合。
表面粗糙度与平面度:结合面的表面粗糙度需控制在Ra 1.6~3.2μm,降低贴合面的接触间隙;平面度误差不超过0.03mm/m,避免因结合面翘曲导致螺栓受力不均,引发局部应力集中。
结合面面积:需根据扭矩传递需求核算,结合面的摩擦力需大于设备运行的大的扭矩,避免结合面滑移,计算公式为:
Mf=Z×F0×f×rm(Z为螺栓数量,F0为单螺栓预紧力,f为结合面摩擦系数,rm为结合面平均摩擦半径)。
2.连接系统设计
(1)紧固螺栓设计
螺栓选型:需根据载荷类型选择适配强度等级的螺栓,重载、冲击工况优先选用10.9级或12.9级较高强度合金螺栓;螺栓规格需通过强度校核确定,校核内容包括拉伸强度、剪切强度和疲劳强度,避免螺栓过载断裂。
螺栓布置:采用圆周均匀对称布置,螺栓数量不少于4个,相邻螺栓的夹角一致,确认预紧力均匀分布;螺栓孔与螺栓的配合间隙取H12/h11,便于装配;螺栓孔边缘与盘体、毂体边缘的距离不小于螺栓直径的1.5倍,防止边缘应力开裂。
防松设计:针对振动工况,需配置防松结构,常见的有弹簧垫圈、防松螺母、螺纹锁固胶等,重要设备可采用双螺母防松或螺栓头部点焊防松,避免螺栓松动引发结合面滑移。
(2)定位与止转设计
定位销设计:定位销用于保护盘体与毂体的同轴度,一般设置2~4个,沿圆周均匀布置,与销孔采用H7/m6的过渡配合;定位销材质选用40Cr,经淬火处理后硬度达到HRC40~45,提升性能。
止转键设计:对于传递大扭矩的盘毂,需增设平键或花键结构,键的尺寸需根据轴径和扭矩核算,键与键槽的配合采用静连接(H7/h6),确认扭矩优良传递;键槽需开设在毂体上,避免削弱盘体的结构强度。
3.材质与工艺设计
材质匹配:盘体与毂体的材质需根据功能需求差异化选择,遵循“低成本、性能稳定”原则。例如,轻载通用设备的盘体可选用灰铸铁HT250,毂体选用Q235碳钢;重载设备的盘体选用合金铸钢ZG35CrMo,毂体选用40Cr合金钢。
加工工艺适配:盘体若为异形结构,可采用铸造工艺成型,后续进行精加工;毂体需保护尺寸精度,优先采用锻造毛坯后机械加工;结合面需经过磨削或刮研处理,提升贴合精度;螺栓孔需进行倒角处理,避免螺栓装配时应力集中。
热处理工艺:盘体可根据需求进行表面淬火,提升表面硬度;毂体需进行调质处理(淬火+高温回火),获得良好的强韧性匹配;定位销、止转键需进行整体淬火,提升性能。
4.装配与维护设计
装配工艺性设计:设计时需考虑装配的便捷性,如设置吊装孔、装配基准面,螺栓的拧紧顺序需明确为交叉对称分步拧紧,分3~4次逐步施加预紧力,避免局部变形。
维护便捷性设计:预留螺栓拆卸空间,便于使用扭矩扳手等工具;结合面可开设注油孔,方便定期加注润滑脂,减少微动磨损;易损部件(如定位销、防松垫圈)需设计为标准化件,便于速度适宜更换。
5.强度与刚度校核
设计完成后需对盘毂整体进行强度与刚度校核,重要校核部位包括:
盘体的轮缘、辐板部位,防止重载下发生变形或断裂;
毂体的键槽、轴孔部位,避免扭矩传递时发生剪切失效;
螺栓的拉伸与疲劳强度,确认在交变载荷下不发生疲劳断裂;
结合面的挤压强度,防止贴合面因局部压力过大产生塑性变形。