文章详情
分体盘毂的制造工艺流程是怎样的?
作者:admin 时间:2025-12-16 17:47:13 点击:65
分体盘毂的制造工艺流程需结合其模块化特性,根据不同模块的材料(铸铁、钢、铝合金等)、结构功能及精度要求,分模块独立加工后再进行组装/连接,核心流程可分为前期准备、模块加工、表面处理、装配连接、检测验收五大阶段,具体如下:
一、前期准备阶段
设计与工艺规划
根据分体盘毂的功能需求(载荷、转速、工况)确定模块划分(如轮毂本体、连接法兰、摩擦盘面等),完成各模块的结构设计、材料选型(如球墨铸铁QT500-7用于承载模块,合金钢42CrMo用于传动模块),制定加工工艺路线(如铸造/锻造→机加工→热处理→表面处理→装配),明确关键工序的精度标准(如轴孔同轴度≤0.02mm,平面度≤0.05mm)。
原材料采购与检验
采购符合标准的原材料(铸铁锭、钢板、铝锭等),通过光谱分析、力学性能测试(拉伸、硬度检测)验证材料成分与性能,确认原材料无裂纹、疏松等缺陷,避免后续加工失效。
二、模块加工阶段(核心环节,分模块独立制造)
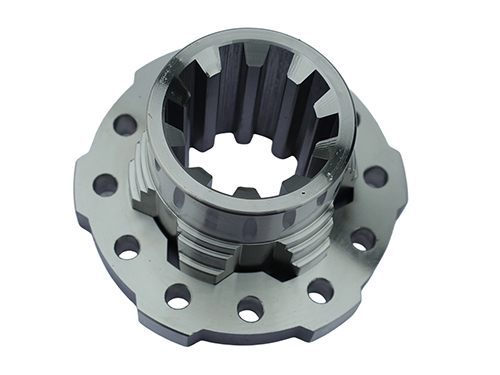
1.承载/基础模块加工(如轮毂本体、轴套)
成型工艺:
铸铁类模块:采用砂型铸造或消失模铸造,将熔融铁水注入模具,冷却后脱模深受毛坯,适用于复杂异形结构;
钢质模块:采用锻造工艺(自由锻/模锻),将钢坯加热至1100~1250℃后锻压成型,提升材料致密度与力学性能;
铝合金模块:采用压铸或挤压成型,适用于轻量化、薄壁结构。
毛坯清理与预处理:
去除铸造/锻造毛坯的浇冒口、飞边、毛刺,通过抛丸处理去除表面氧化皮,对铸铁毛坯进行退火处理(600~700℃保温2~4小时)取消铸造应力,对锻造钢坯进行正火处理细化晶粒。
机加工:
粗加工:采用车床、铣床加工基准面(如端面、外圆),去除大部分余量,预留0.5~1mm精加工余量;
半精加工:加工关键配合面(如轴孔、法兰连接孔),保护形位公差初步达标;
精加工:采用数控车床、加工中心进行精度适宜加工,配合磨床(内圆磨、外圆磨)处理轴孔、密封面等关键部位,确认精度(如轴孔公差H7,表面粗糙度Ra≤1.6μm);
辅助加工:钻孔、攻丝(如螺栓连接孔)、铣键槽(如传动键槽),采用一对一工装保护孔位间距、键槽对称度。
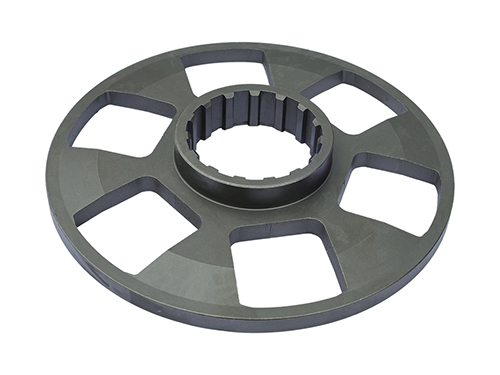
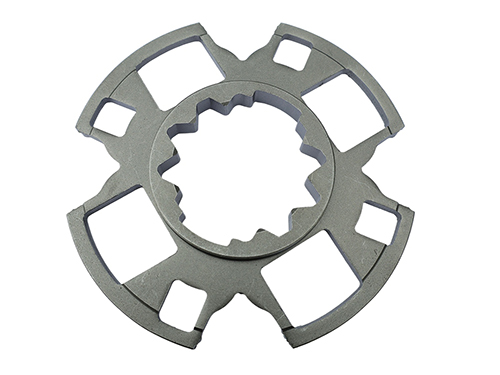
2.工作模块加工(如制动摩擦盘面、传动齿圈)
成型工艺:
制动盘面多采用钢板冲压+焊接成型,或铸铁铸造;传动齿圈采用热轧或切削加工成型。
创新服务处理:
制动盘面:表面进行渗碳淬火(硬度HRC58~62)或喷涂耐磨(以实际报告为主)涂层(如碳化钨),提升性能与耐高温(以实际报告为主)性;
传动齿圈:采用滚齿/插齿加工后,进行齿面淬火(高频淬火或渗氮),增强齿面强度与抗疲劳(以实际报告为主)性。
精加工:
对摩擦面、齿面进行磨削加工,保护平面度、齿形精度,避免运行中产生振动或异响。
3.连接模块加工(如法兰盘、连接螺栓)
法兰盘:采用钢板切割或锻造后机加工,保护连接面平面度、螺栓孔位置度;
较高强度螺栓:采用冷镦成型+热处理(调质处理,硬度HRC28~32),螺纹加工后进行滚压创新服务,提升抗拉伸、抗疲劳(以实际报告为主)性能。
三、表面处理阶段
各模块加工完成后,根据工况需求进行表面处理,提升防护性能与装配适配性:
防腐(以实际报告为主)处理:
铸铁/钢质模块:采用镀锌(电镀锌/热浸锌)、喷塑、磷化处理,或涂覆防锈漆,适用于潮湿、腐蚀环境;
铝合金模块:采用阳极氧化处理,形成氧化膜增强耐腐蚀(以实际报告为主)性。
润滑处理:
轴孔、键槽等配合部位涂覆防锈润滑脂,螺纹连接部位涂抹螺纹胶(如乐泰243),兼具防松与防锈作用。
密封处理:
密封槽部位粘贴密封圈(如丁腈橡胶O型圈),或涂覆密封胶,确认装配后密封性。
四、装配连接阶段
根据分体盘毂的连接方式(螺栓连接、焊接连接、过盈配合),完成各模块的组合装配:
螺栓连接装配:
清洁各连接面,去除油污、杂质;
采用扭矩扳手按规定预紧力(如M12螺栓预紧力150~200N・m)分批次均匀拧紧螺栓(先对角预紧,再逐步拧紧);
安装防松部件(防松垫圈、开口销),或涂抹防松胶,确认连接优良。
焊接连接装配:
对焊接坡口进行清理,采用氩弧焊、埋弧焊等工艺焊接各模块;
焊后进行消应力退火处理(550~600℃保温),避免焊缝开裂;
打磨焊缝表面,保护外观平整,需要时进行渗透检测(PT)排查焊缝缺陷。
过盈配合装配:
采用热装法(将轮毂本体加热至150~200℃)或冷装法(将轴套冷却至-40~-60℃),使配合面产生间隙后套合;
套合后自然冷却/升温,形成过盈配合,配合键槽安装平键/花键,传递扭矩。
辅助部件安装:
安装防尘盖、传感器、配重块等附件,配重块需根据动态平衡测试结果细致安装,确认整体平衡。
五、检测验收阶段
全流程检测是保护分体盘毂质量的关键,涵盖以下环节:
尺寸精度检测:
采用卡尺、千分尺、百分表、三坐标测量仪检测各模块的尺寸、形位公差(如同轴度、平面度、螺栓孔位置度),确认符合设计要求。
力学性能检测:
抽样检测模块的硬度(布氏硬度计)、拉伸强度(效果好试验机),焊接件需进行焊缝拉伸、弯曲试验,螺栓需进行抗拉强度测试。
动态平衡检测:
采用动平衡试验机检测整体旋转平衡度,根据测试结果添加/调整配重块,确认平衡等级达标(如G2.5、G6.3)。
密封性检测:
对密封结构进具体以实际为主压/水压试验(如0.5MPa压力保压30分钟),检查是否泄漏。
试运行检测:
装机进行空载/负载试运行,监测转速、振动、噪声指标,确认无异响、抖动,各项性能达标后出具验收报告。